





Let's get in touch.
Ernesto Flores, Headquarters Plattling
Contact
On-time deliveries, less waste and shorter set-up and idle times – digitizing production with the help of a MES offers many advantages. The MES CAT Suite from T.CON makes it possible to seamlessly interlink production-related systems in globally distributed production plants and with the central SAP ERP. Each production step is assigned to a value-added step. Now, for example, when it comes to waste, you don't just look at an amount of waste, but you find out right away what this value means in dollars. On this basis, processes in production can be improved in a targeted and continuous manner. Machines and systems are optimally utilized.
MES CAT – A system for your production workers.
Thanks to mobile devices with touchscreens your production workers can use the system without taking off their gloves. Information and safety instructions can be adapted for individual workers, specific tasks and work centers. Information displays and control elements can be configured individually for production.
MES software customized for your corporate culture.
It’s important to be able to switch between different languages, particularly in an international environment. With MES CAT, switching languages is as simple as it gets. You can localize specific terminology, jargon or expressions and customize the wording to match your corporate culture. Consequently, your workers will recognize familiar phrases and terms and will feel at ease with the software from the start.
MES CAT informs and assists your employees when errors occur.
When errors occur, your workers need to realize straight away that something has gone wrong. Unmissable alert windows pop up immediately with detailed information. Displays with powerful signal effects help your workers when these errors occur. Plausibility and field checks prevent false or invalid inputs. Your production workers can focus on their work, while MES CAT supplies all the information they need.

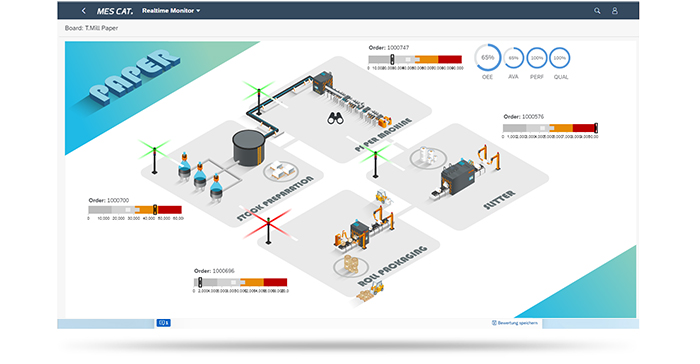
For you as a production manager, the focus is on transparency. The recorded data from PDA and MDC are combined in a key figure system and provide you with information about the current production process. You are able to compare and evaluate individual workstations and machines based on their OEE and analyze process losses across the board. Using up-to-date feedback from your employees or the direct connection of machines, you get an overview of your production in real time.
As a supervisor, you are faced with the challenge of making the manufacturing process of your area as efficient and smooth as possible. MES CAT offers you the possibility to plan your orders and resources accordingly and to keep an overview of the running production. The recorded data from PDA and MDC are combined in your views in real time and allow you to immediately recognize deviations from the plan. Malfunctions can therefore be identified and eliminated at an early stage. Using defined evaluations, you can evaluate and analyze key figures over any period of time. This provides you with information about the reasons for disruptions and the causes of deviations and enables you to eliminate them in the long term.
An MES provides the basis for informed decisions that affect your production. Continuous order feedback and inventory posting lead to transparency at product and workplace level, enable granular calculation of manufacturing costs, help optimize material inventories, and form the basis for a KPI system to assess efficiency and productivity.
You already use SAP ERP to handle commercial and logistical processes in your company? MES CAT is the perfect addition for your production in many aspects. From a technical point of view, MES CAT and SAP ERP form a single unit. Both systems are developed on the basis of SAP NetWeaver, are programmed in ABAP and use the same structures for data exchange. The entire integration logic of MES CAT is included in the scope of delivery, eliminating the need for complex interface projects. MES CAT integrates seamlessly into your system landscape of development, test and production systems. From an organizational point of view, you already have SAP know-how in-house and can use and apply it extensively for MES CAT. Your employees understand the system operation and can use their knowledge immediately without further training. The open platform allows you to make your own developments analogous to SAP ERP and to use your existing BI solutions for reporting. From a financial point of view, the more homogeneous system operation of SAP ERP and MES CAT has a positive effect on the TCO. From a strategic point of view, MES CAT with SAP NetWeaver is a future-proof basis for mapping your production processes and at the same time the right integration platform for current and future innovations driven by Industry 4.0.
You are responsible for the quality of manufactured products and must ensure this on a long term. MES CAT supports you in continuous quality control. By integrating it into production processes, quality inspections can be triggered on an event basis and production data can be linked to quality data. Deviations in quality can therefore be analyzed and traced back to changed production parameters. By means of “tracing”, the entire manufacturing process of a product can be analyzed along the logistics chain. For each production step, it is possible to trace when and at which workstation it was carried out and the input materials that were used. This ensures the traceability of every batch produced.
Clear, well-structured and easy-to-use terminals make it easier for every employee to record relevant data and promote the acceptance of doing so "gladly". Machine- or person-related worklists of production orders with all necessary details form the basis of on-time processing and enable paperless production. Relevant bookings in the context of order processing can be made quickly and comprehensively and immediately flow into the company's own reports as well as into the production controlling of the supervisor and production managers. At the same time, the bookings are transferred to SAP ERP without any additional effort.
MES CAT is built as a modular software and can be flexibly customized to meet your individual requirements. Find out more about the individual modules and their strengths.
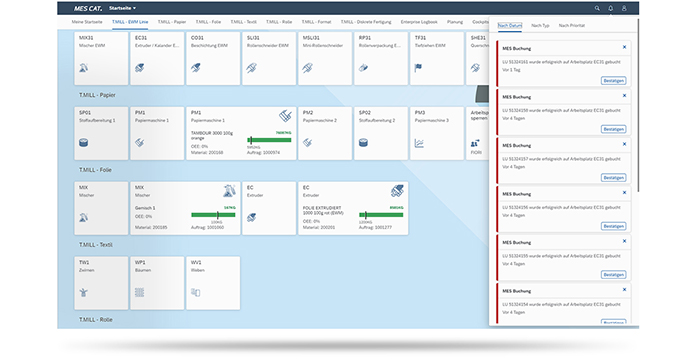
Easy data capture and transparent views of all production processes. MES CAT Execution is integrated into SCM (Supply Chain Management) and ERP systems to ensure that postings are carried out fully automatically in the background, while you have a comprehensive view of production.
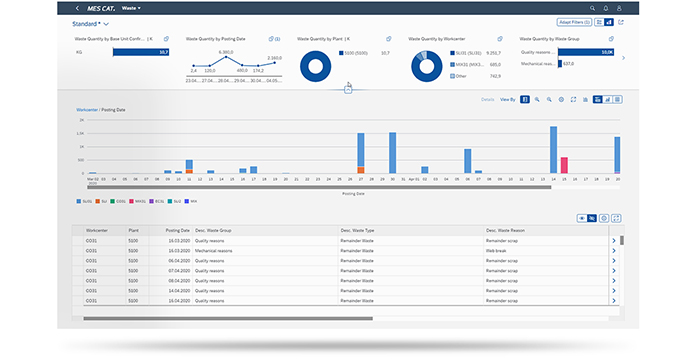
Extensive product and process data is generated by production; this must be adapted to the specific recipient’s needs if it is to provide meaningful information. The Analytics module enables you to view, check and track data in one centralized location.

Obtain an overview of production and truly optimize by linking in external systems (e.g. sensors, camera systems, lab systems).
Today’s factories have numerous machines and interfaces, making it a challenge to maintain all your data in one centralized location. With the Connect module, you can integrate and automate arbitrarily many machine and plant connections.
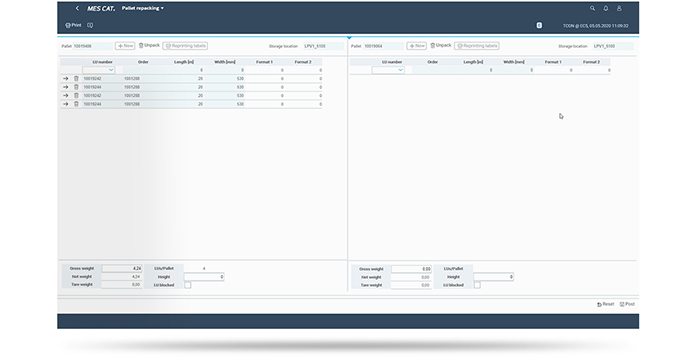
If you manufacture and warehouse numerous products and variants, it can be hard to keep track of everything. Use the Warehouse module to stay on top of your inventory – raw materials, intermediate products and finished goods – and automate warehouse processes.
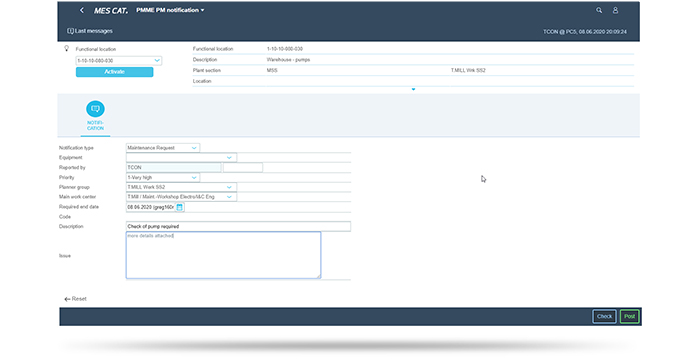
The Maintenance module links your production systems directly to maintenance teams. It manages preventive maintenance, consumption of wear parts and monitoring production downtimes, and also includes modern interfaces such as RFID scanners.

The Planning module brings transparency to your production systems; you can implement different planning strategies simultaneously, based on your requirements. For example, the module can easily plan for “Making to Stock” (MTS”, “Making to Order” (MTO)), grouping orders, fine-grained deadlines or unplanned orders. Use the module to simplify your complex production planning.




What would production look like without an MES (Manufacturing Execution System)? For starters, the shift manager would have to do a lot of footwork each day. As the interface and interpreter between administrative and operative levels, lots of paperwork would be involved. Once you have experienced the advantages an MES brings, you don’t want to go back.
Enterprises may have isolated stand-alone solutions in use, but nowadays these are generally IT-supported, if not always integrated. The result is a system landscape with heterogeneous data, where employees enter duplicate data into several different systems. The consequence: frequent errors and loss of transparency.
An MES creates a digital link between the ERP system and the planning and production levels. It plans, manages and monitors production in real time, while continuously collecting information, ideally from all points in production. An MES is an essential component of the digital transformation. The type of factory that used to exist twenty years ago is obsolete nowadays. Today’s manufacturing firms are high tech enterprises; they have to work economically and efficiently.
Embracing the digital revolution is not a choice; it’s essential. Automated processes ensure efficient use of resources, quality assurance and delivery reliability. With a comprehensive, IT-supported flow of information and data, your enterprise can reduce the time they need to react to unplanned events; it can introduce measures more quickly. You can recognize potential for optimization and transform the potential into reality without incurring significant costs. Manufacturers who can respond quickly to changes or new customer requirements gain strategic –and therefore also competitive – advantages.
The MES integrates past, present and future data. This means that up-to-date information is available at any time – and, using mobile devices, from anywhere. All users can quickly and easily get an overview of the current situation on the shop floor: the MES provides transparency.
Digitalizing production with a Manufacturing Execution System has lots of advantages for production managers: you improve transparency, reduce waste, improve reliability and reduce set-up and maintenance times. With an MES, data from production and production-related systems from manufacturing plants anywhere in the world can be seamlessly linked together in the information flow of the centralized SAP ERP system, in real time. Every production step is associated with a value creation step.
MES is your software for efficiently capturing machine and operating data. You can develop an effective, optimized schedule for production orders; fine-grained planning can be done manually or automatically. As the number of production orders and therefore the complexity increases, a control center assists with production material planning. The planning department has an overview of delivery dates and can optimize utilization of machine capacity. Quality assurance teams can record the necessary information in digital order documentation: the system is paperless and you no longer need to struggle with Excel or Word.
HR planning helps with shift scheduling, based on personnel requirements arising from the orders to be completed and work centers to be used. The MES’s core tasks also encompass real-time services such as energy management.
In sum: an MES is a production management system that uses the data from the ERP to manage, monitor and record the entire product cycle. Everything from material entry and machine utilization through to recording the quantity of items produced, the material used and the time taken.
The Association of German Engineers (Verein Deutscher Ingenieure – VDI) has specified in its Guideline 5600what an MES should include and what its key functions are.
VDI guidelines reflect the current state of the art. This standard serves as a support framework for companies who often face technical challenges in their daily work and need guidelines to help them navigate the jungle of requirements and quotes. A summary of where to find guidance can be found on the VDI’s home page.
An MES models your entire value chain in production – from raw materials to finished product.
The transparent overview of all production events and workflows, combined with the commercial dimension, is the foundation for continuous, targeted improvement of production processes. Manufacturers can call up a complete record of production components and manufacturing history at any time. You can view and evaluate key production figures at the press of a button – and that means that you can make decisions quickly based on solid data. At the same time, productivity increases, as machines, systems and personnel are put to optimal use and the availability of the production systems is increased since the MES applications are available offline to the ERP. Employees are supported in their work processes, for example with information about recipes or the correct packaging. This reduces errors in production.
Introducing an MES also brings with it ways to analyze and optimize existing processes. Obsolete procedures can easily be identified and systems extended with IT support.
An MES continuously collects information, ideally from all points in production. The interaction between the information hub and the data from other sources – logistics, quality, maintenance, etc. – form a basis for continuous data analyses. These reveal points in production where there is potential for creating added value.
By analyzing the data and events recorded by an MES, you obtain indicators of how production can be optimized. You can identify weaknesses such as lengthy set-up times, long maintenance downtimes and rework, and then – ideally – make adjustments to avoid them before they even happen.
Errors in planning often have knock-on effects for product quality, delivery times and your corporate image.
The VDI guideline (VDMA-Einheitsblatt 66412) defines standard key product indicators for production. These include OEE (Overall Equipment Effectiveness), scrap rate and set-up complexity. With an MES, you have the capacity to record the necessary data to determine all standard key product indicators; you can also use these as a basis to define and calculate your own custom metrics.
T.CON’s MES can be seamlessly integrated with an ERP system such as SAP ERP. A high degree of integration between the MES and the ERP system is essential for avoiding redundancy (e.g. duplicating master data). Isolated solutions result in media discontinuities, and most such solutions only partly solve a particular problem within the system landscape.
The ERP specifies the rules, while the MES is the executive power. The MES ensures that the rules set out by the ERP are followed in production. All production processes are organized using the MES to follow the schedule and ensure a continuous production flow during execution.
By collecting data with an MES, you can plan much more in detail. The MES gives you up-to-date data straight from production – for example, the actual machine output. The planner can generate realistic estimates regarding the performance that can be expected from the system. The next order will then be scheduled appropriately, the truck doesn’t have to wait on the loading ramp, and delivery is on time.
What do you want to achieve with your new MES installation? For most enterprises, objectives include increasing productivity and profitability, along with getting rid of isolated solutions. Many manufacturing enterprises understand the need for IT systems that can support production but feel uncertain about whether they have the capacity to manage an installation. After all, there are a lot of challenges involved in successfully carrying out an IT project in parallel with operative business:
How do you find the right provider and the right solution?
How much time will need to be invested? What other resources do you need? How long will it take for the new system to pay for itself?
Our 10 tips for an MES implementation will help you to keep the most important points in focus.
